ONE SYSTEM
活性炭生产线不是单台炉子,而是一套连续工业系统
项目稳定性取决于原料、热工、密封、蒸汽、除尘、冷却、筛分、质检和电控能否闭环。

MAIN PROCESS
标准物理法颗粒炭主流程
适合椰壳、棕榈壳、果壳类颗粒活性炭项目的主线逻辑。
原料接收Storage
破碎除杂Crush
筛分除铁Screen
定量烘干Dry
密封炭化Carbonize
隔氧冷却Cool
蒸汽活化Activate
冷却暂存Buffer
筛分清灰Grade
成品包装Pack
重点:颗粒炭主线不默认磨粉;水洗/酸洗不是所有产品的标配;二燃室、余热锅炉、蒸汽和尾气治理要与主线同步考虑。
SECTION DETAILS
六大核心工段深度拆解
把每个工段作用、设备、控制点讲清楚,您自然会感到专业。
01 原料接收与预处理
卸料斗、料仓、破碎、滚筒筛、除铁、除砂、收尘,目标是稳定粒度与进料。
02 原料烘干
合格料仓、定量给料、烘干机、热风炉、旋风+脉冲除尘,目标是稳定入炉水分。
03 炭化系统
密封进料、炭化炉、尾气收集、二燃室、炭化冷却机,目标是形成稳定碳骨架。
04 蒸汽活化
活化炉、蒸汽系统、余热锅炉、蒸汽分配、活化冷却,目标是形成孔隙结构。
05 后处理包装
筛分、除砂、除铁、清灰、成品仓、小包/吨包包装,决定商品规格和稳定性。
06 热工环保电控
二燃、余热、蒸汽、除尘、喷淋、引风、PLC/DCS,决定连续、安全和达标。
THERMAL LOOP
热工与环保闭环设计
真实项目里,热工系统往往比单台主机更关键。

二燃室 + 余热锅炉 + 蒸汽系统
炭化尾气和活化尾气进入二燃室充分燃烧,二燃后的高温烟气可进入余热锅炉产生蒸汽,蒸汽再供给活化炉使用。尾气经温控、除尘和治理后再排放或作为补热使用。
尾气集中燃烧余热制蒸汽蒸汽回活化除尘与尾气治理
CONTROL POINTS
核心控制指标
这些指标可作为“技术可信度”模块。
| 工段 | 关键参数 | 常见控制口径 | 异常影响 |
|---|---|---|---|
| 预处理 | 粒度 | 壳类常见10-30mm或按炉型调整 | 过大炭化不透,过小粉化带出 |
| 烘干 | 入炉水分 | 常见控制10%-15%左右 | 炉温波动、能耗高、焦油冷凝 |
| 炭化 | 温度/气氛 | 约450-650°C,缺氧或受控低氧 | 炭化不透、烧失、复燃风险 |
| 活化 | 温度/蒸汽 | 约800-950°C,蒸汽稳定供应 | 碘值不足或强度下降 |
| 后处理 | 粒度/灰分/水分 | 按您产品规格控制 | 规格不稳、返料增多、投诉风险 |
PROCESS VISUALIZATION
工艺流程不只是一张流程图,而是前后端联动系统
通过图示、设备和现场照片,把您最关心的连续性、能耗、环保、安全和成品稳定性讲清楚。
工艺总览原料、热工、后处理、环保形成闭环
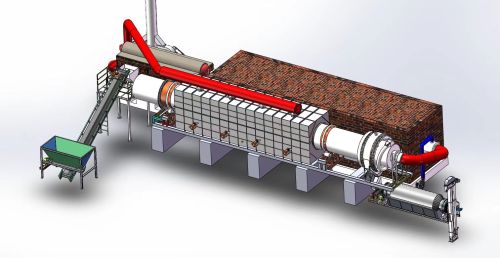
三维布局让您直观看到设备之间的连接关系

现场设备用真实设备图增强工程可信度

连续热工段炭化与活化需要稳定温控与密封出料
THREE ROUTES
三类常见生产路线对比
根据目标产品、原料类型与工艺重点,对常见生产路线进行对比展示。
路线一
椰壳颗粒活性炭
破碎筛分 → 烘干 → 炭化 → 活化 → 冷却 → 筛分包装。
路线二
棕榈壳连续炭化活化
稳定给料 → 连续炭化 → 二燃室 → 活化 → 冷却 → 尾气处理。
路线三
木质 / 粉状活性炭
预处理 → 炭化/活化 → 磨粉分级 → 收尘 → 粉体包装。
扩展支线
高纯 / 洗涤支线
根据指标增加水洗、酸洗、压滤、烘干和废水处理模块。
GET SOLUTION
发来物料、产能和场地要求,获取活性炭生产线配置建议
我们会根据原料类型、水分、粒度、目标产品、环保要求和厂房条件,先判断适合的工艺路线,再匹配破碎、筛分、烘干、炭化、活化、冷却、二燃室、除尘、磨粉、包装和电控系统。
电话咨询:18703676727
扫码添加客服微信
发送物料 / 产能 / 场地
发送物料 / 产能 / 场地